Технология производства и обусловленный ею производственный цикл — основа экономики предприятия. Поэтому эта статья закономерно помещается в данной рубрике.
Владимир Петрович Гpузинoв, доктор экономических наук, профессор, академик РАЕН, заведующий кафедрой Российского заочного института текстильной и легкой промышленности. Элитариум
Производственный процесс представляет собой совокупность целенаправленных действий персонала предприятия по превращению сырья и материалов в готовую продукцию.
Основные компоненты производственного процесса, определяющие характер производства:
- профессионально подготовленный персонал;
- средства труда (машины, оборудование, здания, сооружения и т.д.);
- предметы труда (сырье, материалы, полуфабрикаты);
- энергия (электрическая, тепловая, механическая, световая, мышечная);
- информация (научно-техническая, коммерческая, оперативно-производственная, правовая, социально-политическая).
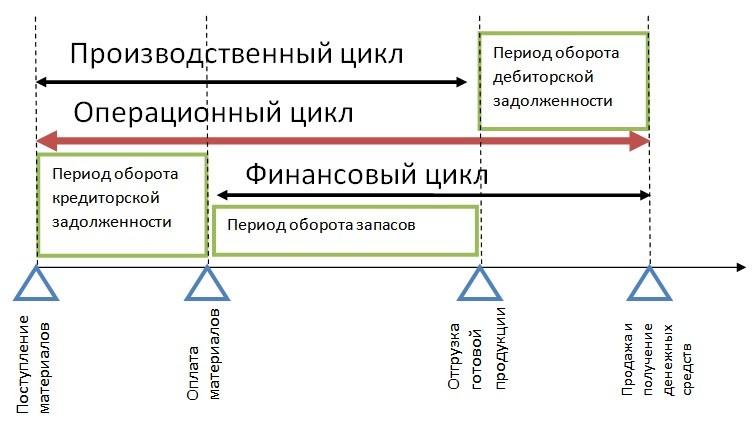
Производственный цикл представляет собой календарный период времени от момента запуска сырья и материалов в производство до полного изготовления готовой продукции. Производственный цикл включает время выполнения основных, вспомогательных операций и перерывов в процессе изготовления изделий.
Время выполнения основных операций составляет технологический цикл и определяет период, в течение которого производится непосредственное воздействие на предмет труда либо самим рабочим, либо машинами и механизмами под его управлением, а также время естественных технологических процессов, которые происходят без участия людей и техники (сушка на воздухе окрашенного или остывание нагретого изделия, брожение некоторых продуктов и др.).
Расчет длительности производственного цикла (Тц) производится по формуле
Тц = То + Тв + Тп,
где То — время выполнения основных операций; Тв — время выполнения вспомогательных операций; Тп — время перерывов.
Производственный цикл — один из важнейших технико-экономических показателей, который является исходным для расчета многих показателей производственно-хозяйственной деятельности предприятия. На его основе рассчитываются производственные мощности предприятия и его подразделений, устанавливаются сроки запуска изделия с учетом сроков его выпуска, определяется объем незавершенного производства, осуществляются другие планово-производственные расчеты.
Сокращение длительности производственного цикла — один из важнейших источников интенсификации и повышения эффективности производства на предприятиях. Чем быстрее совершается производственный процесс (меньше длительность производственного цикла), тем лучше используется производственный потенциал предприятия, выше производительность труда, меньше объем незавершенного производства, ниже себестоимость продукции.
Длительность производственного цикла зависит от сложности и трудоемкости изготовления продукции, уровня техники и технологии, механизации и автоматизации основных и вспомогательных операций, режима работы предприятия, организации бесперебойного обеспечения рабочих мест материалами и полуфабрикатами, а также всем необходимым для нормальной работы (энергия, инструменты, приспособления и т.п.).
Длительность производственного цикла в значительной степени определяется видом сочетания операций и порядком передачи предмета труда от одного рабочего места к другому.
Существуют три вида сочетания операций:
- последовательный,
- параллельный;
- параллельно-последовательный.
При последовательном движении обработка партии деталей на каждой последующей операции начинается после окончания обработки всей партии на предыдущей операции.
При параллельном движении передача деталей на последующую операцию осуществляется поштучно или транспортной партией сразу после обработки на предыдущей операции.
При параллельном порядке выполнения операций обеспечивается наиболее короткий производственный цикл. Однако на отдельных операциях при этом возникают простои рабочих и оборудования, вызываемые неодинаковой продолжительностью отдельных операций. Это говорит о том, что их параллельное сочетание не всегда является рациональным. В этом случае более эффективным может быть параллельно-последовательное сочетание операций.
При параллельно-последовательном виде движения деталей с операции на операцию они передаются транспортными партиями или поштучно. При этом происходит частичное совмещение времени выполнения смежных операций таким образом, что вся партия обрабатывается на каждой операции без перерывов. При таком сочетании операций продолжительность производственного цикла больше, чем при параллельном, но гораздо меньше, чем при последовательном.
Применяемые методы организации производственного процесса можно разделить на три вида:
- поточные;
- партионные;
- единичные.
1. Поточный метод характеризуется:
- глубоким расчленением производственного процесса на операции;
- четкой специализацией рабочих мест на выполнении определенных операций;
- параллельным выполнением операций на всех рабочих местах;
- расположением оборудования по ходу технологического процесса;
- высоким уровнем непрерывности производственного процесса, достигаемым обеспечением равенства или кратности продолжительности операций такту потока. Такт — промежуток времени между запуском (или выпуском) двух смежных изделий на поточной линии. Величина, обратная такту, называется ритмом поточной линии;
- наличием специального межоперационного транспорта для передачи предметов труда с операции на операцию.
Основной структурной единицей поточного производства является поточная линия. Поточная линия представляет собой совокупность рабочих мест, расположенных по ходу технологического процесса, предназначенных для выполнения закрепленных за ним операций и связанных между собой специальными видами межоперационных транспортных средств. В условиях потока наиболее часто применяются разнообразные приводные транспортные средства — конвейеры. На конвейере непрерывного действия технологические операции выполняются во время движения изделия. При пульсирующем характере работы конвейер останавливается на время выполнения операций.
Поточные линии весьма разнообразны и характерны для массового производства. Наибольшее распространение они получили в легкой и пищевой промышленности, машиностроении, металлообработке и других отраслях.
Поточный метод организации производственного процесса характеризуется высокой эффективностью, которая обеспечивается высоким уровнем использования всех принципов организации производства.
Эффективность проявляется:
- в повышении производительности труда за счет сокращения перерывов в изготовлении продукции, механизации производственного процесса, специализации рабочих мест и т.д.;
- в ускорении оборачиваемости оборотных средств за счет сокращения цикла обработки;
- в снижении себестоимости продукции.
В то же время поточная организация производственного процесса имеет и недостатки:
- монотонная, однообразная работа на конвейерах является причиной низкой удовлетворенности трудом рабочих и способствует увеличению текучести кадров;
- изделие должно быть полностью подготовлено к производству, так как любая его «доводка» потребует остановки всего конвейера;
- вся поточная линия может остановиться из-за поломки одного станка или выбытия одного рабочего.
Партионный метод организации производства имеет следующие характерные черты:
- запуск в производство изделий партиями;
- обработка одновременно продукции нескольких наименований;
- закрепление за рабочим местом выполнения нескольких операций;
- широкое применение наряду со специализированным универсального оборудования;
- использование кадров высокой квалификации, широкой специализации;
- преимущественное расположение оборудования по группам однотипных станков.
Наибольшее распространение партионные методы организации получили в серийном и мелкосерийном производствах, в заготовительных цехах массового и крупносерийного производства, использующих высокопроизводительное оборудование, превосходящее своей мощностью пропускную способность сопряженных станков и машин в последующих подразделениях.
Единичный метод организации производства предполагает изготовление продукции в единичных экземплярах или небольшими неповторяющимися партиями. Он применяется при изготовлении сложного уникального оборудования (прокатные станы, турбины и т.д.), специальной оснастки, в опытном производстве, при выполнении отдельных видов ремонтов и т.п.
Отличительными особенностями единичного метода организации производства являются:
- большая неповторяющаяся номенклатура продукции;
- использование универсального оборудования и специальной оснастки;
- расположение оборудования по группам однотипных станков;
- разработка укрупненной технологии;
- использование рабочих с широкой специализацией высокой квалификации;
- значительный удельный вес работ с использованием ручного труда;
- сложная система организации материально-технического обеспечения, создающая большие запасы незавершенного производства, а также на складе;
- как результат предыдущих характеристик, высокие затраты на производство и реализацию продукции, низкие оборачиваемость оборотных средств и уровень использования оборудования.
Направлениями повышения эффективности единичного метода организации производства являются развитие стандартизации, унификация деталей и узлов, внедрение групповых методов обработки.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Оставить комментарий